欢迎光临邦瓷电子科技(盐城)有限责任公司! 服务热线:0515-89891859

电话:191-0613-6551
座机:0515-89891859
传真:0515-89891869
邮编:224002
邮箱:Billwu@bc-piezo.com
网址:www.bc-piezo.com
地址:盐城经济技术开发区希望大道南路18号
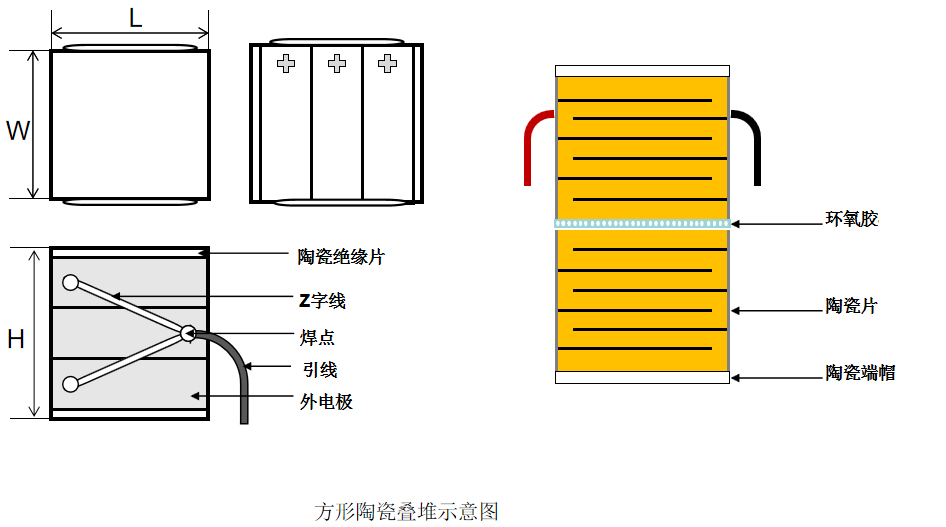
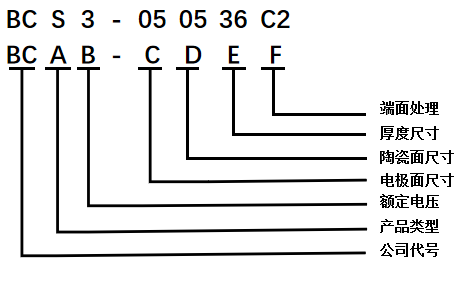
方形多层压电陶瓷叠堆

方形分立式压电陶瓷堆栈由多个压电陶瓷芯片面对面堆叠组成,并使用环氧树脂和玻璃珠粘合起来。这些压电陶瓷堆栈能获得明显大于单个压电陶瓷芯片的自由行程,同时能保持亚毫秒级的响应时间和较低的驱动电压范围。
压电陶瓷堆栈的两个安装表面贴有陶瓷端帽。可选平面端帽或半球端帽,平面端帽和半球端帽有不同的优点。当负载沿着驱动器的平移轴方向时,平面端帽因具有较大的接触面积能实现大的力传递。而半球端帽使驱动器可以接合离轴负载,因为曲面使作用力沿着驱动器平移轴移动。陶瓷端帽不仅有利于使负载施加的力分布在堆栈的安装表面上,而且有助于引导力沿着驱动器的移动轴。
每个堆栈的四个侧面上都有绝缘陶瓷层,用于隔离湿气。与环氧树脂镀层相比,陶瓷层可更好地隔离湿气。对于更恶劣的环境,我们还提供密封的分立式压电堆栈。为方便起见,这些压电堆栈预装了75 mm长的电线,并包裹在Kapton®胶带中。我们也可以定制压电芯片的尺寸、电压范围和涂层。
方形分立式压电陶瓷堆栈由多个压电陶瓷芯片面对面堆叠组成,并使用环氧树脂和玻璃珠粘合起来。这些压电陶瓷堆栈能获得明显大于单个压电陶瓷芯片的自由行程,同时能保持亚毫秒级的响应时间和较低的驱动电压范围。
压电陶瓷堆栈的两个安装表面贴有陶瓷端帽。一端是平面端帽,另一端是平面端帽或半球端帽。
驱动电压范围:0到75 V,0到100 V,或0到150 V
自由行程选择范围:5.2 µm到100 µm
每个堆栈含多个75 V,100 V或150 V的压电陶瓷芯片
使用于开环实验装置中
预连线(~75 mm长),易于集成
也可单独购买端帽、半球端帽和平面端帽
技术参数:
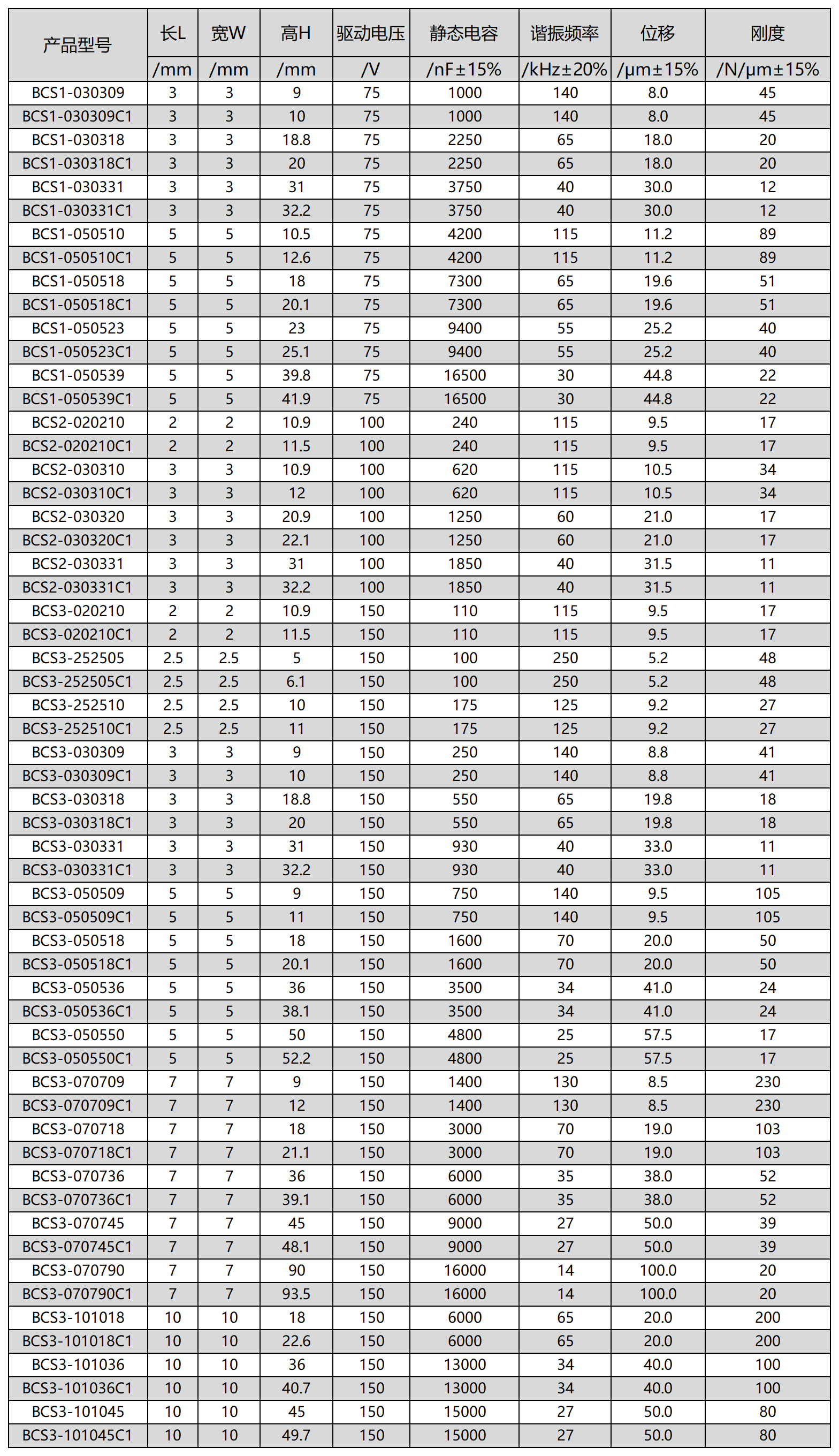
规格说明:

注意事项:
安装
1.无预紧力的陶瓷促动器对拉力非常敏感,施加预紧力(推荐预紧力在陶瓷推力的20%-40%范围内)以优化陶瓷促动器的性能。
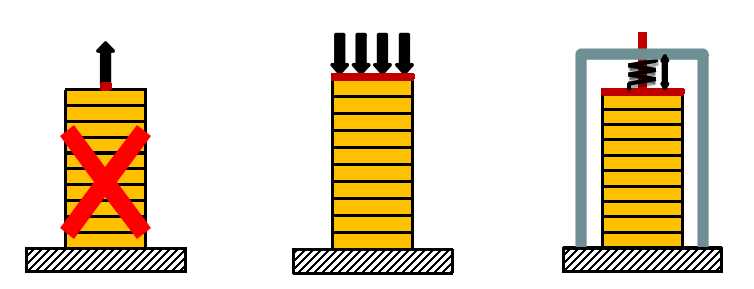
2.陶瓷促动器只能承受轴向力,不可承受扭力或剪切力,否则会直接损坏陶瓷。力应均匀施加在陶瓷促动器的整个表面,避免力集中于某一点。

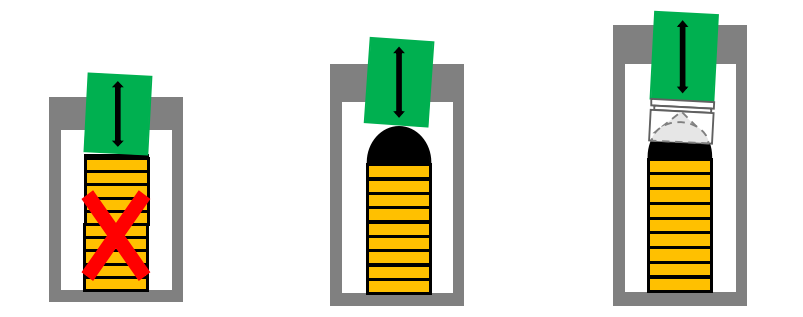
3.在保证负载沿着轴向施加时,平面端帽因具有较大的接触面积能实现力传递;若因机构设计或加工平行度误差导致有切向力或扭力产生,客户可以选配半球形的端帽和锥形的尾帽,来保护压电促动器免受切向力或扭力的影响。
4.环氧树脂胶适合用于粘接压电陶瓷,但请勿将胶涂到陶瓷促动器的侧面。

清洁
1.防止叠堆陶瓷表面接触导电或者腐蚀性物质。
2.对于陶瓷叠堆的清洁,我们建议使用异丙醇(丙醇)或乙醇清理表面,但需避免高温下接触异丙醇及超声清洗,清洁后须干燥组件。
3.如有需要,叠堆可以完全浸没在溶剂中,但是建议将暴露限制在几秒钟以内,避免环氧树脂封装强度的减弱。
焊接
1.将电线焊接到丝网印刷的银电极上可以实现优异且长时间稳定的连接。然而,偶尔银层表面湿润的情况下,可能会导致焊接困难。 这种现象主要是由大气中的硫分子与银表面之间的反应以及随后在部件表面上形成硫化银层引起的。该层的形成和高度受多种因素的影响,如老化程度、pH值、湿度等。
2.为了在避免这些问题,建议在焊接之前使用玻璃纤维刷或钢丝绒,轻轻地清洁部件上的外部电极。
3.我们建议使用250~325℃的焊接温度。如果焊接时间太长,银电极将完全溶解在焊料中。为了增加可焊接的时间,我们建议使用银含量为2-4%的焊锡。即使这种锡的焊接时间增加,仍然建议焊接时间不超过2-3秒,以尽量减少向压电陶瓷产品的热传递,从而避免压电陶瓷材料退极化的风险。
存储和处理
1.压电陶瓷元件在施加电压之前确保其干燥是很重要的,因此建议将它们存放在干燥的环境中或在使用前干燥。热干燥具有很好地适应,例如在80℃下24小时。
2.压电陶瓷元件易碎,须小心处理。
3.防止组件相互碰撞,保持组件分离。
4.特别是对于高而窄的堆叠,确保不会引起弯曲。
5.请使用塑料镊子和工具,避免使用金属镊子或工具。
6.戴上手套以避免污染。
7.焊接后导线硬化,请勿对预先焊接的导线施加过大的力或反复弯折。
8.当受到力或温度变化时,压电致动器内部将产生电荷(即电压),因此在使用前须通过电阻器正确放电。建议在运输和储存期间将叠堆的正负极短接.
其他
1.不能超出参数表给定电压范围使用。
2.请勿刮除叠堆陶瓷侧面涂层。
3.无预紧叠堆陶瓷不能承受拉力,推荐加载预紧力。
4.红色引线接电源的正极,未引线的压电陶瓷片靠近正极符号(十字/圆点)一侧电极面为正极。
5.避免用力拉扯引线,操作时不要以提拉的方式移动陶瓷。
6.不要用手直接接触陶瓷树脂,以免降低陶瓷稳定性。
7.如果使用胶水固定陶瓷,请确保陶瓷与粘接面之间的胶水非常的薄,轻轻按压使之固定。
 公司地址:盐城经济技术开发区 公司地址:盐城经济技术开发区 |  公司邮箱:Billwu@bc-piezo.com 公司邮箱:Billwu@bc-piezo.com |
| 希望大道南路18号 |  公司传真:0515-89891869 公司传真:0515-89891869 |
 公司电话:191-0613-6551 公司电话:191-0613-6551 |
 | |
| 微信公众号 |